

1000L Bioreactors
Uma Pharmatech Machinery is a high-ranking industrial bioreactor supplier based in Gujarat, delivering sophisticated cultivation technology for large-scale bioprocessing. We specialize in the design and fabrication of massive 500L, 1000L, and custom-capacity bioreactors that serve as the cornerstone for modern biotechnology plants. As premier manufacturers, we utilize medical-grade SS316L and high-performance automation to support the production of vaccines, antibiotics, and complex enzymes. Our industrial units are engineered for 24/7 operational reliability, featuring precision-machined jackets for thermal stability and high-torque agitation systems designed for optimal gas-liquid mass transfer. Trust Uma Pharmatech Machinery for turnkey solutions that meet the most demanding global biopharma standards.
Product Description
Product Application
Industrial bioreactors from Uma Pharmatech Machinery are the workhorses of high-volume biological production:
-
Biopharmaceuticals: Large-scale manufacturing of monoclonal antibodies and therapeutic proteins.
-
Vaccine Production: High-containment vessels for viral and bacterial vaccine cultivation.
-
Industrial Enzymes: Massive fermentation for detergent, textile, and paper industry enzymes.
-
Nutraceuticals: Cultivation of high-purity probiotics and omega-3 fatty acid-producing algae.
-
Bio-Renewables: Processing systems for high-yield biofuels and bioplastics.
Technical Specifications (1000L Industrial Model)
| Feature | Specification Details |
| Working Capacity | 1000 Liters (Total Volume ~1300L) |
| Material of Construction | Internal: SS 316L; Jacket/External: SS 304 |
| Surface Treatment | Internals: Electropolished (0.4 Ra); Externals: Matt Finish |
| Agitation System | Top-Mounted Mechanical Drive with Double Mechanical Seal |
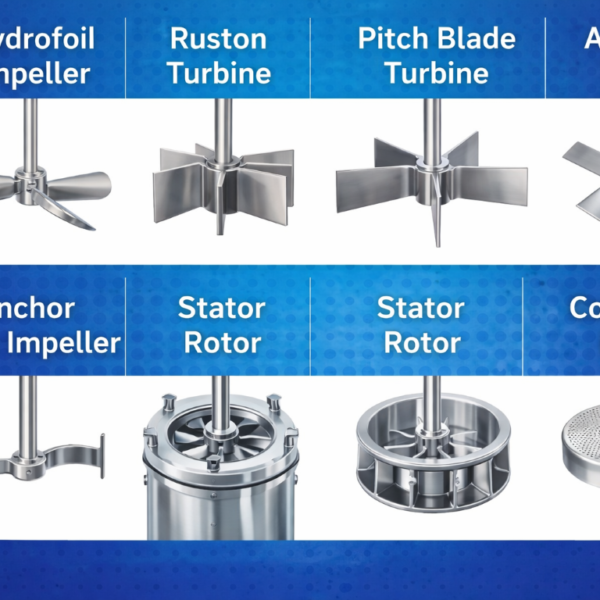
| Impeller Type | Rushton Turbine, Hydrofoil, or Pitched Blade |
| Automation Level | SCADA-Integrated PLC (Siemens/Allen Bradley) |
| Sterilization | Automatic In-situ Steam Sterilization (SIP) |
| Sensors | DO, pH, Temp, Foam, Pressure, and Exhaust Gas Analysis |
| Heating/Cooling | Full Dimple Jacket or Limpet Coil for Steam/Chilled Water |


Key Features of Our Industrial Fermenters and Bioreactors
When evaluating an Industrial Fermenter Manufacturer, technical specifications are paramount. Our systems are engineered with a focus on durability, sterility, and user-friendly automation. Superior Material Integrity: We utilize high-grade 316L stainless steel, ensuring corrosion resistance—a vital feature for facilities near the salt-rich air of Santa Monica or Huntington Beach. Precision Control Systems: Our PLC-based controllers provide real-time monitoring of pH, dissolved oxygen (DO), and temperature. This level of precision is exactly what high-tech manufacturers in San Jose and Irvine require for repeatable batch results. Modular Scalability: We offer systems that grow with your business. Start with a pilot-scale unit and integrate larger vessels seamlessly as your production demands increase. SIP/CIP Compatibility: Steam-in-Place and Clean-in-Place functionality are standard, ensuring that facilities in Anaheim and Santa Ana can maintain the highest hygienic standards without manual teardowns.
Inquiry Now
1500L Bioreactor
Original price was: ₹2,050,000.00.₹1,950,000.00Current price is: ₹1,950,000.00.1250L Industrial Bioreactor
Original price was: ₹2,250,000.00.₹2,200,000.00Current price is: ₹2,200,000.00.750L Bioreactors System
Original price was: ₹1,680,000.00.₹1,650,000.00Current price is: ₹1,650,000.00.laboratory bioreactor 15 Litter
Original price was: ₹1,150,000.00.₹1,120,000.00Current price is: ₹1,120,000.00.Laboratory Bioreactor 10 Litter
Original price was: ₹980,000.00.₹930,000.00Current price is: ₹930,000.00.Laboratory Glass Fermenter 10 Litter
Original price was: ₹890,000.00.₹830,000.00Current price is: ₹830,000.00.Laboratory Glass fermenter 5 Litter
Original price was: ₹785,000.00.₹750,000.00Current price is: ₹750,000.00.1000L Fermenter
Original price was: ₹1,850,000.00.₹1,750,000.00Current price is: ₹1,750,000.00.750L Fermenter
Original price was: ₹1,450,000.00.₹1,250,000.00Current price is: ₹1,250,000.00.500L Fermenter
Original price was: ₹950,000.00.₹850,000.00Current price is: ₹850,000.00.350L Fermenter
Original price was: ₹1,150,000.00.₹1,100,000.00Current price is: ₹1,100,000.00.300L Fermenter
Original price was: ₹1,000,000.00.₹950,000.00Current price is: ₹950,000.00.200L Fermenter
Original price was: ₹980,000.00.₹950,000.00Current price is: ₹950,000.00.150L Fermenter
Original price was: ₹690,000.00.₹650,000.00Current price is: ₹650,000.00.100L Fermenter
Original price was: ₹960,000.00.₹930,000.00Current price is: ₹930,000.00.








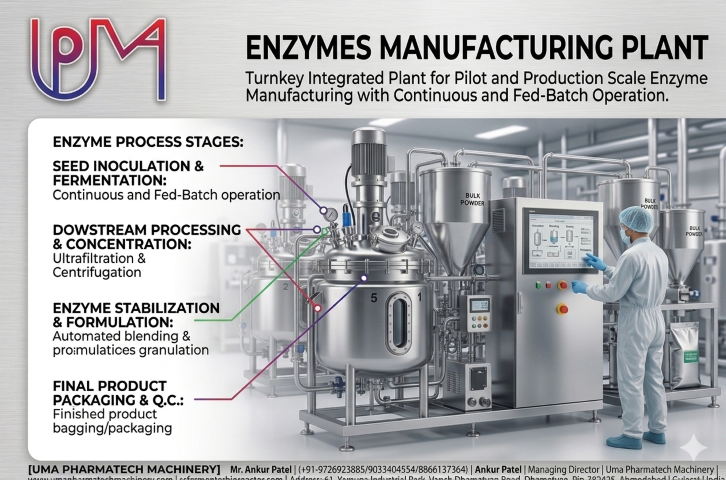
Industrial Enzymes Manufacturing Plant Setup
- UMA PHARMATECH MACHINERY
- Ahmedabad, Gujarat, India
Additional Information
| Industrial Bioreactor Suppliers | Large-Scale Bioprocessing | Uma Pharmatech | Leading industrial bioreactor supplier in Gujarat. Uma Pharmatech Machinery offers 500L to 2000L SS316L bioreactors with PLC control for pharma and biotech industries. |
|---|---|
| High-Performance Industrial Bioreactors by Uma Pharmatech Machinery | Top industrial bioreactor supplier. Scalable, GMP-compliant stainless steel bioreactors for large-scale microbial cultivation. Reliable performance for global exports. |
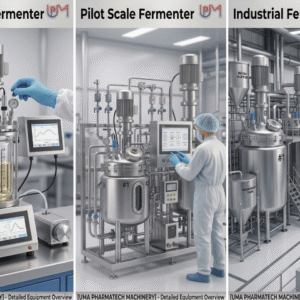
| Premier Industrial Bioreactor Suppliers in Gujarat | As one of the most reliable industrial bioreactor suppliers, Uma Pharmatech Machinery provides the critical engineering required for the transition from pilot studies to full-scale commercial manufacturing. Based in Ahmedabad, we leverage Gujarat’s industrial expertise to manufacture vessels that handle the intense mechanical and thermal stresses of long-duration fermentation cycles. Our design philosophy focuses on maximizing yield while minimizing contamination risks through superior vessel geometry. |
| Advanced Engineering as Manufacturers | Being primary manufacturers, we maintain total control over the fabrication process. Our industrial bioreactors feature specialized ASME-coded pressure vessels that can withstand rigorous SIP (Sterilization-in-Place) cycles without structural fatigue. We integrate advanced sparging systems—including micro-spargers—to ensure that oxygen transfer rates (OTR) meet the oxygen uptake rates (OUR) of high-density microbial cultures. |
| Precision Control for Process Validation | A major reason for our reputation as leading industrial bioreactor suppliers is our commitment to automation. Our systems are equipped with high-precision instrumentation that monitors every critical process parameter. The integrated PLC systems allow for automated nutrient feeding (Fed-batch), pH correction, and dissolved oxygen control. This level of automation is essential for maintaining batch-to-batch consistency and meeting regulatory documentation requirements. |













































Reviews
There are no reviews yet.