Enzymes Manufacturing Plant Setup

Enzymes Manufacturing Plant Setup in Maharashtra: A Comprehensive Industrial Guide
The biotechnology landscape in Maharashtra is undergoing a seismic shift, driven by a surge in demand for sustainable catalysts across food processing, pharmaceuticals, and textile industries. Establishing an Enzymes Manufacturing Plant Setup in this region requires more than just industrial machinery; it demands a strategic alignment with the state’s unique economic corridors and regulatory frameworks. Whether you are eyeing the bustling trade hubs or the agricultural heartlands, Maharashtra provides a fertile ground for high-yield enzyme production.

1500L Bioreactor
Original price was: ₹2,050,000.00.₹1,950,000.00Current price is: ₹1,950,000.00.
1250L Industrial Bioreactor
Original price was: ₹2,250,000.00.₹2,200,000.00Current price is: ₹2,200,000.00.750L Bioreactors System
Original price was: ₹1,680,000.00.₹1,650,000.00Current price is: ₹1,650,000.00.laboratory bioreactor 15 Litter
Original price was: ₹1,150,000.00.₹1,120,000.00Current price is: ₹1,120,000.00.
Laboratory Bioreactor 10 Litter
Original price was: ₹980,000.00.₹930,000.00Current price is: ₹930,000.00.
Laboratory Glass Fermenter 10 Litter
Original price was: ₹890,000.00.₹830,000.00Current price is: ₹830,000.00.Laboratory Glass fermenter 5 Litter
Original price was: ₹785,000.00.₹750,000.00Current price is: ₹750,000.00.
1000L Fermenter
Original price was: ₹1,850,000.00.₹1,750,000.00Current price is: ₹1,750,000.00.750L Fermenter
Original price was: ₹1,450,000.00.₹1,250,000.00Current price is: ₹1,250,000.00.
500L Fermenter
Original price was: ₹950,000.00.₹850,000.00Current price is: ₹850,000.00.350L Fermenter
Original price was: ₹1,150,000.00.₹1,100,000.00Current price is: ₹1,100,000.00.300L Fermenter
Original price was: ₹1,000,000.00.₹950,000.00Current price is: ₹950,000.00.200L Fermenter
Original price was: ₹980,000.00.₹950,000.00Current price is: ₹950,000.00.
150L Fermenter
Original price was: ₹690,000.00.₹650,000.00Current price is: ₹650,000.00.
100L Fermenter
Original price was: ₹960,000.00.₹930,000.00Current price is: ₹930,000.00.

Enzymes Manufacturing Plant Setup
SALE
-4%
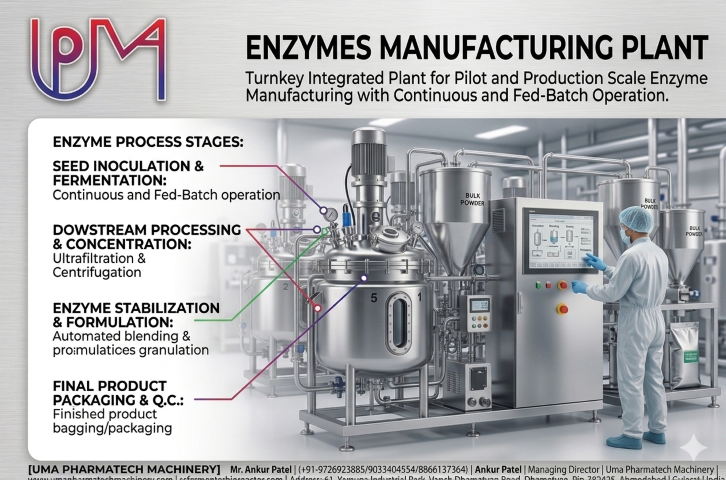
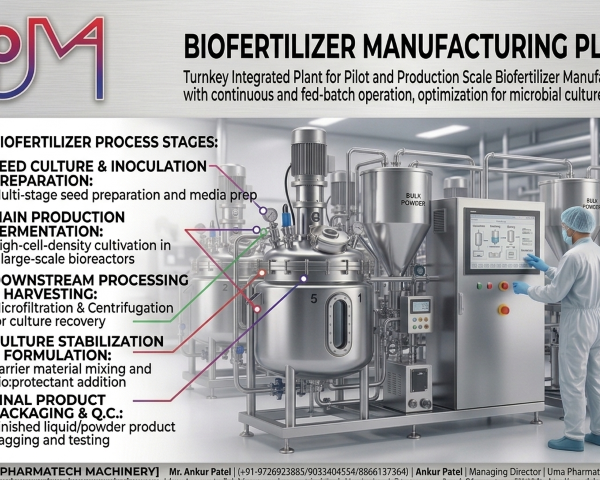
Enzymes Manufacturing Plant Setup Turnkey Project
Industrial Enzymes Manufacturing Plant Setup
- UMA PHARMATECH MACHINERY
- Ahmedabad, Gujarat, India